Magasin outils pour CNC

Conception
L'idée de ce projet est de réaliser un magasin d'outils rétractable afin de conserver la totalité de la surface de travail de la machine. Le système doit être compact, rapidement actionnable et si possible relativement simple dans sa cinématique pour éviter de complexifier inutilement le tableau de commande qui existe déjà.
Plusieurs systèmes sont envisagés pour assurer le mouvement du magasin. Mais comme l'utilisation de l'air comprimé est nécessaire pour actionner le cône de la broche lors du changement d'outil, la solutions des vérins pneumatiques est logiquement retenue.
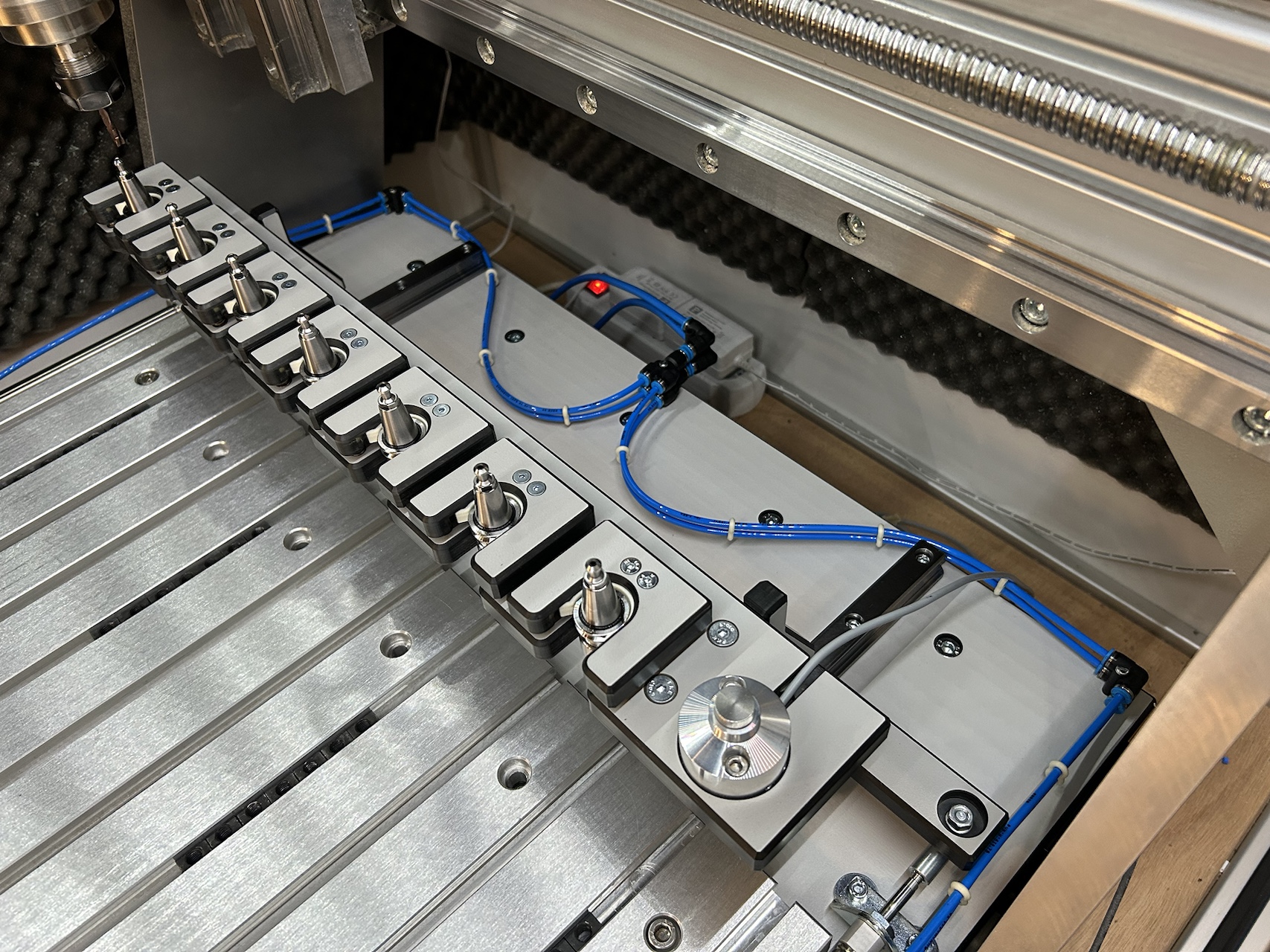
Initialement prévu pour 8 outils, le magasin n'en contiendra finalement que 7 afin d'y intégrer le palpeur d'outil. Cette configuration a plusieurs avantages, le palpeur n'empiète pas sur la surface de travail et le temps de palpage est plus court car un retrait du magasin n'est pas nécessaire entre la prise et la mesure de l'outil.
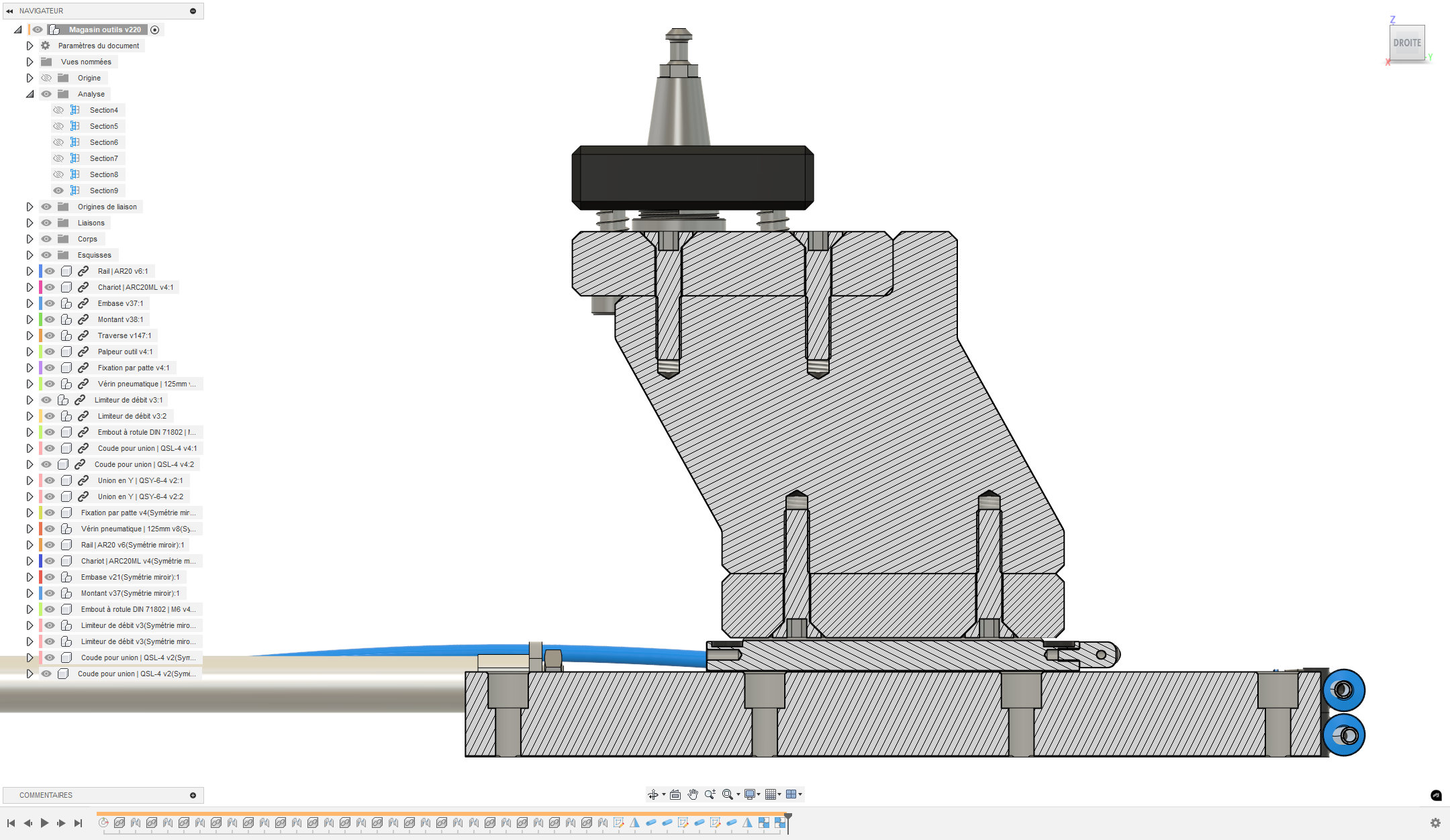
Cela implique une grande précision et une bonne rigidité de l'ensemble, nous utilisons donc des guidages linéaires pour le mouvement. Les chariots viennent buter contre la table rainurée en aluminium, leur positionnement précis est donc assuré.
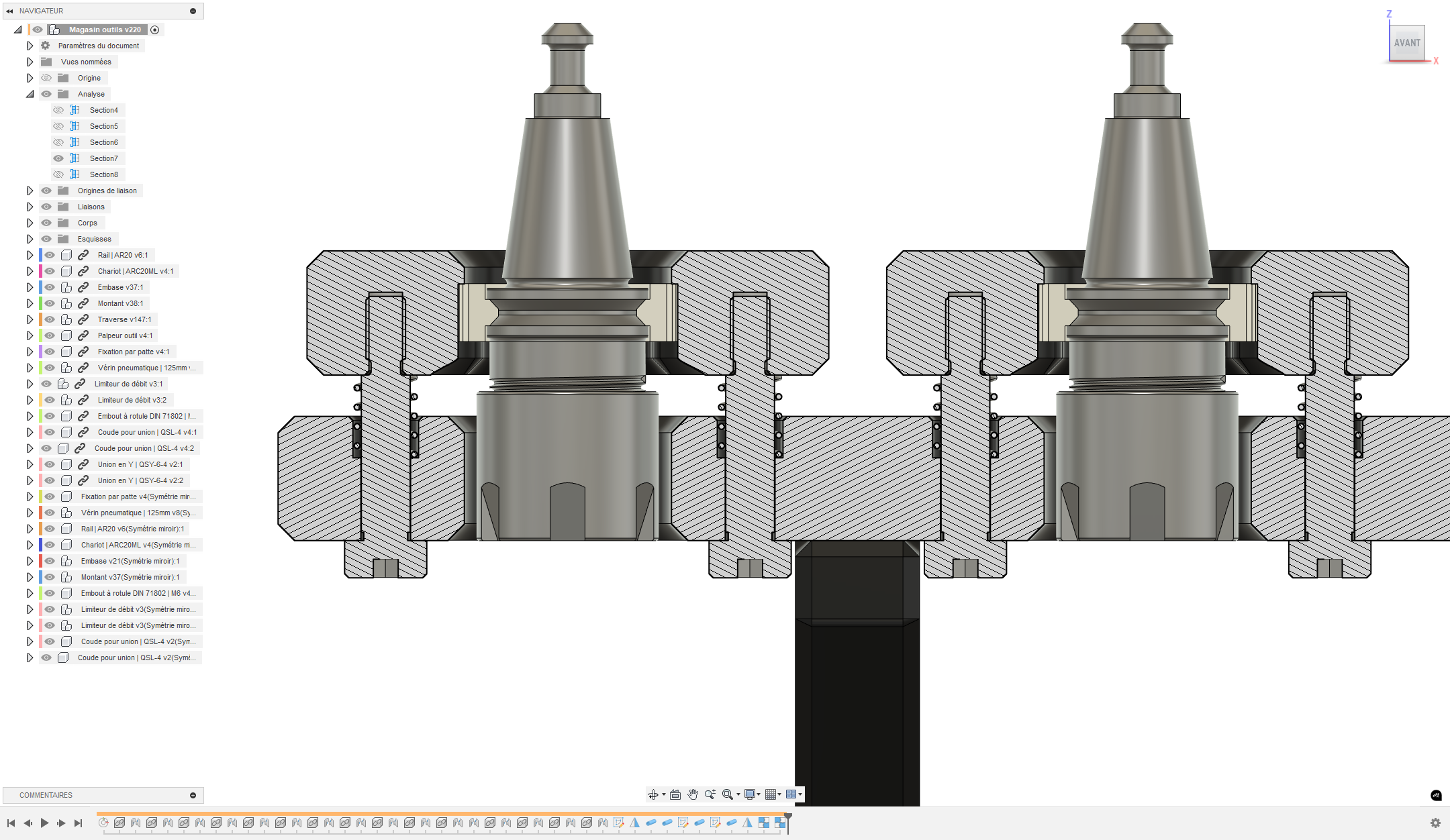
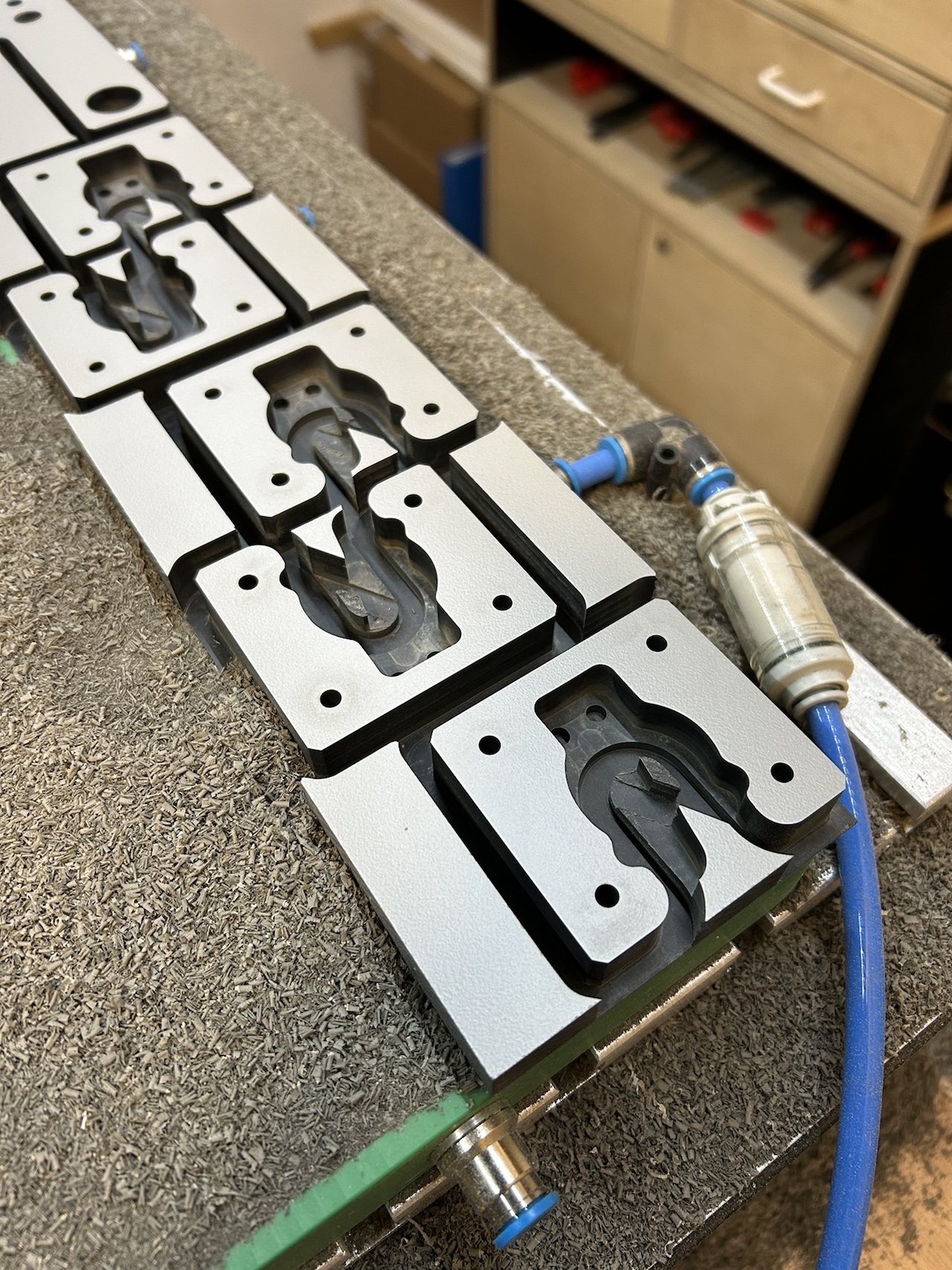
La première contrainte est donnée par l'utilisation de porte-outil ER 16. La collerette ayant le même diamètre que le mandrin, une prise de l'outil par le dessus n'est pas idéale. Une prise par devant permettra en outre l'utilisation d'outils de plus grand diamètre que le mandrin.
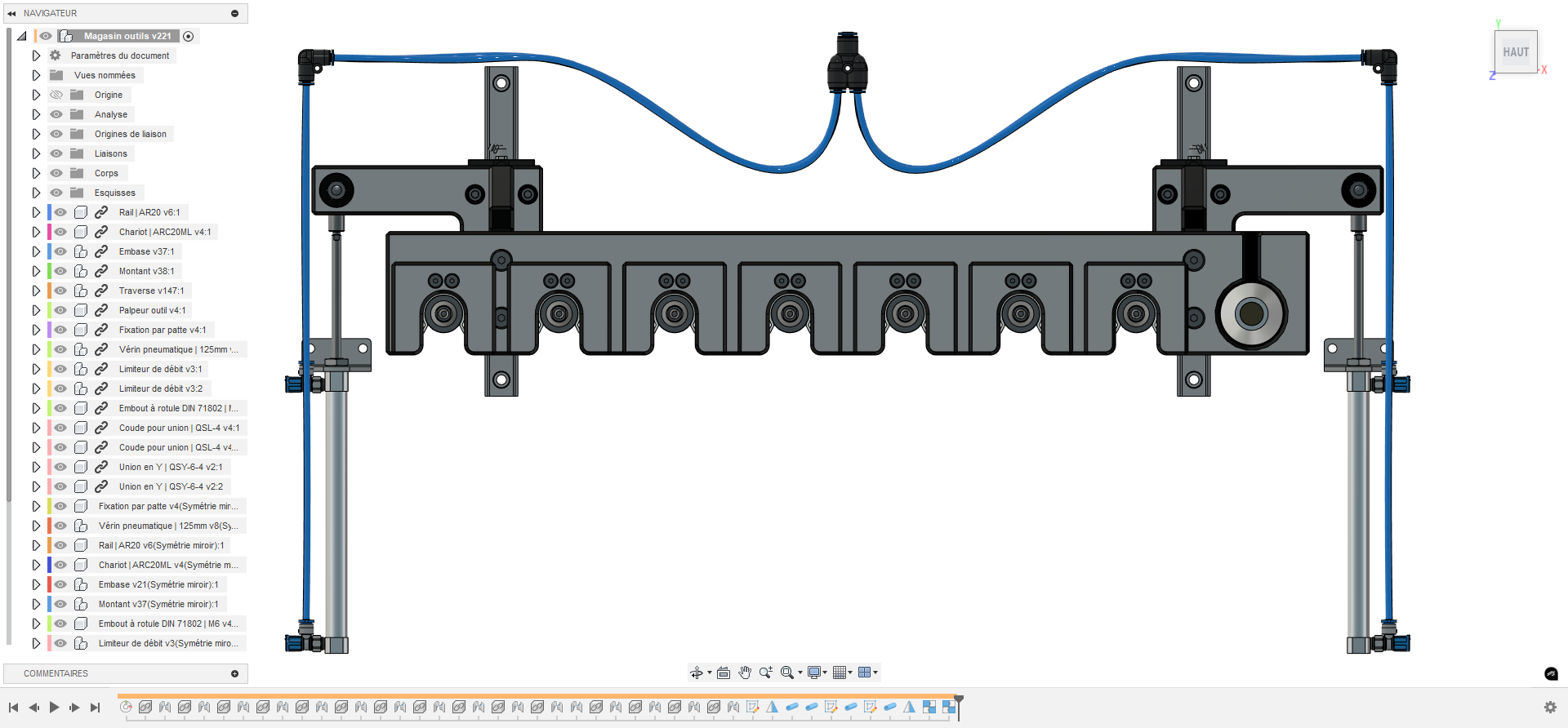
Bien que la rigidité de l'ensemble soit primordiale, un mécanisme permettant d'absorber sans déformation le mouvement vertical induit par le changement d'outil doit être étudié. La solution retenue est une double base mobile posée sur 4 ressorts.
Une pièce de maintien du porte-outil "cassable" et remplaçable imprimée en 3D permet de préserver l'intégrité de la structure en cas de dysfonctionnement.
Détail de l'assemblage de la base avec les guidages linéaires.
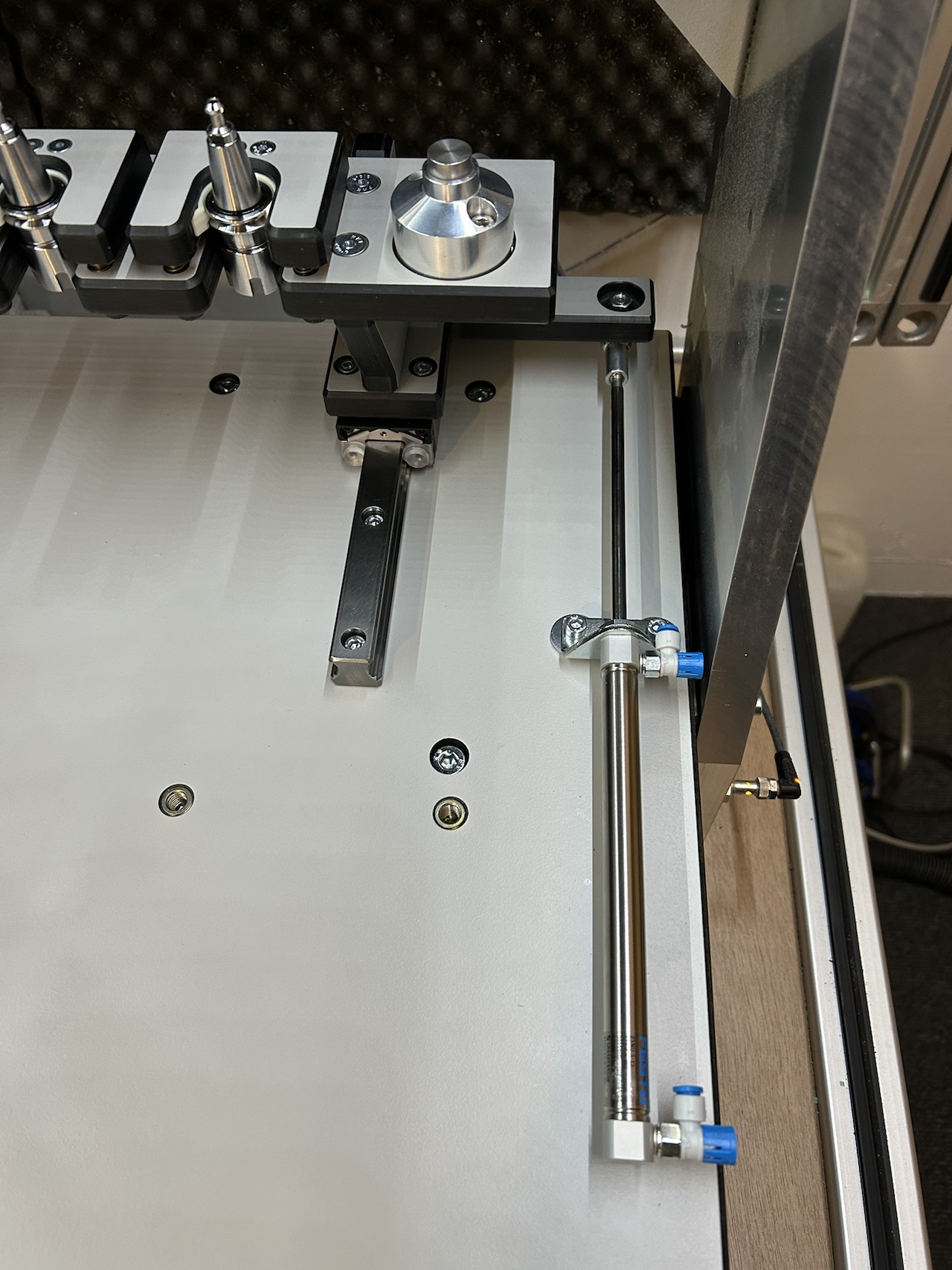
Les vérins sont fixés avec des chapes à rotule, ce qui permet de palier à un éventuel désalignement léger des composants.
Détail de l'assemblage des montants :
Réalisation
Le matériau retenu est le stratifié compact de 15mm. Ce dernier s'usine à sec avec les outils à travailler le bois. Il est en outre suffisamment dense pour recevoir des filetages métriques en vue de l'assemblage des différents éléments.
Comme l'usinage CNC n'est pas traversant afin d'assurer le maintien des pièces sur la table vacuum, un chanfrein est réalisé à la défonceuse sur les deux faces des pièces avec une mèche à roulement.
Vue de la structure assemblée :

Des vis à épaulements sont utilisées pour un fonctionnement parfaitement libre et sans friction des ressorts.
Détail du système de double base sur ressorts :

Détail de la pièce imprimée en 3D recevant le porte-outil :

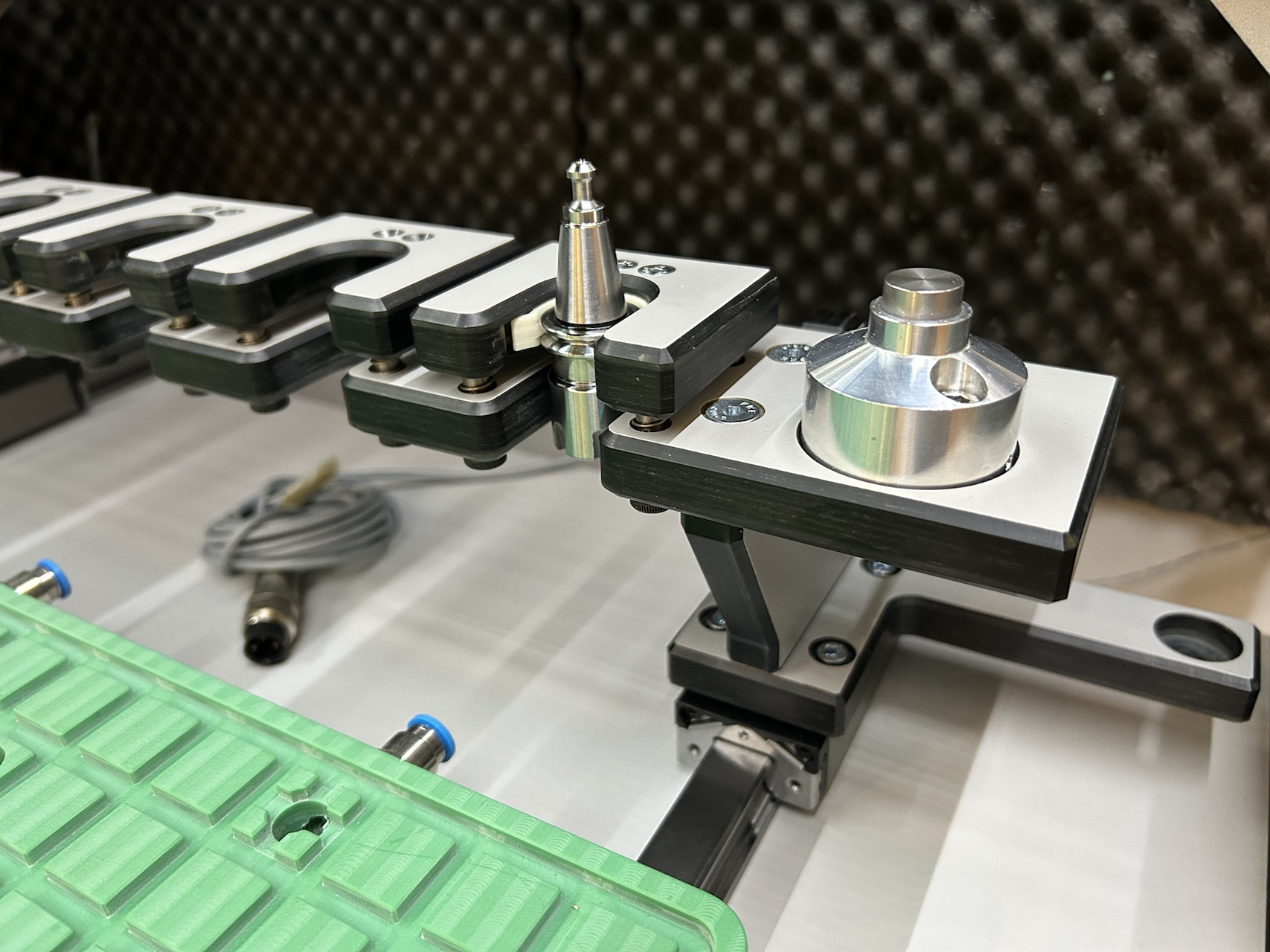
Vue de l'ensemble avec un porte-outil et le palpeur :
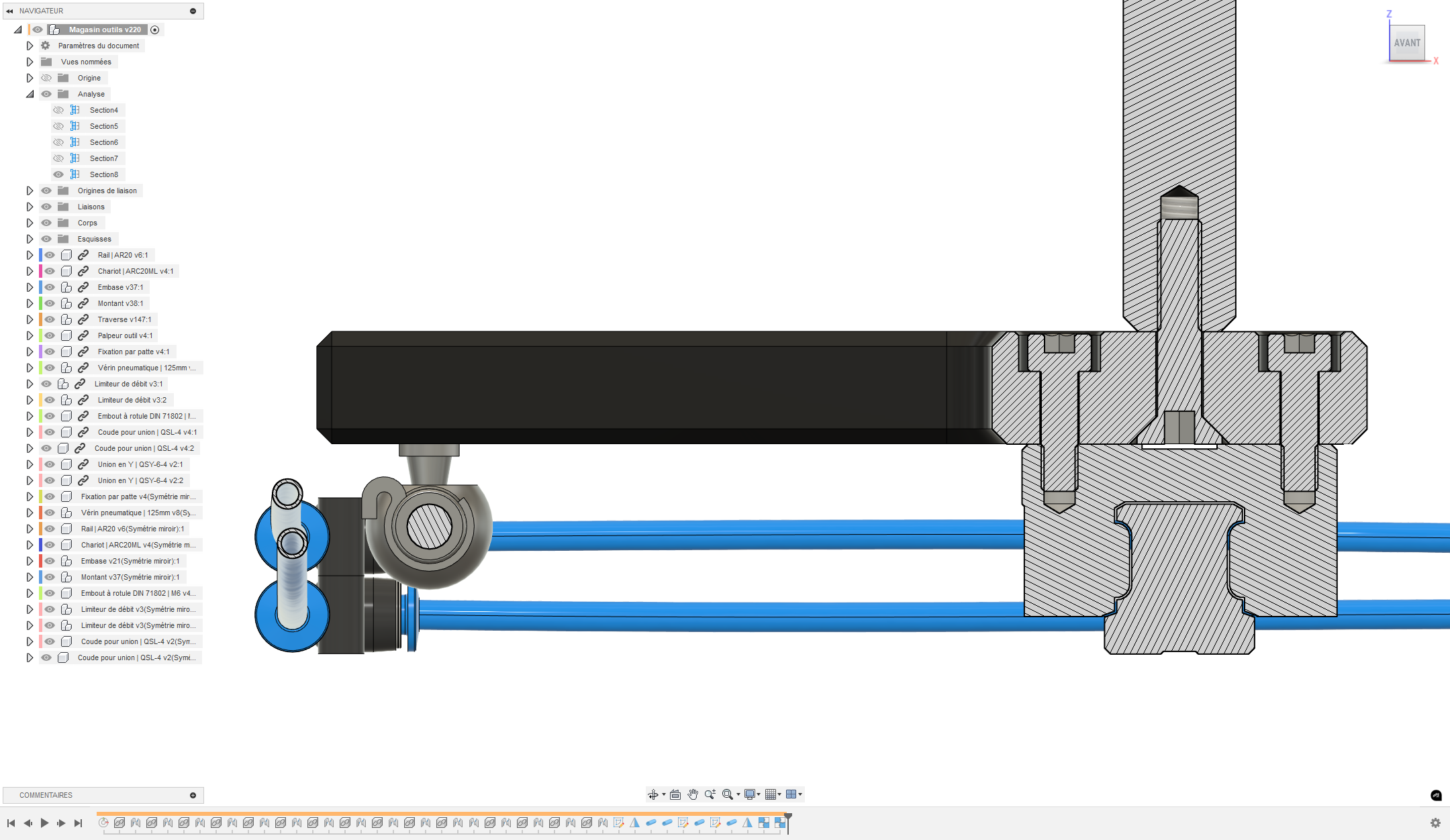
Détail du guidage linéaire et de la fixation du vérin pneumatique :
Des petits supports de maintien des tuyaux pneumatiques sont imprimés en 3D.
Vue de l'ensemble terminé :
Commande pneumatique
Un tableau de commande pneumatique dédié est réalisé. On y trouve en partie haute la carte de commande connectée au contrôleur principal en RS-485. Cela permet une connexion simple ajoutant 8 entrées et 8 sorties.
La partie basse reçoit les éléments pneumatiques. Le premier manomètre régule la pression à 6 Bar pour le cône de serrage du mandrin et le second alimente le système de nettoyage du porte-outil à 1 Bar. Les électrovannes sont alimentées en 24V.
